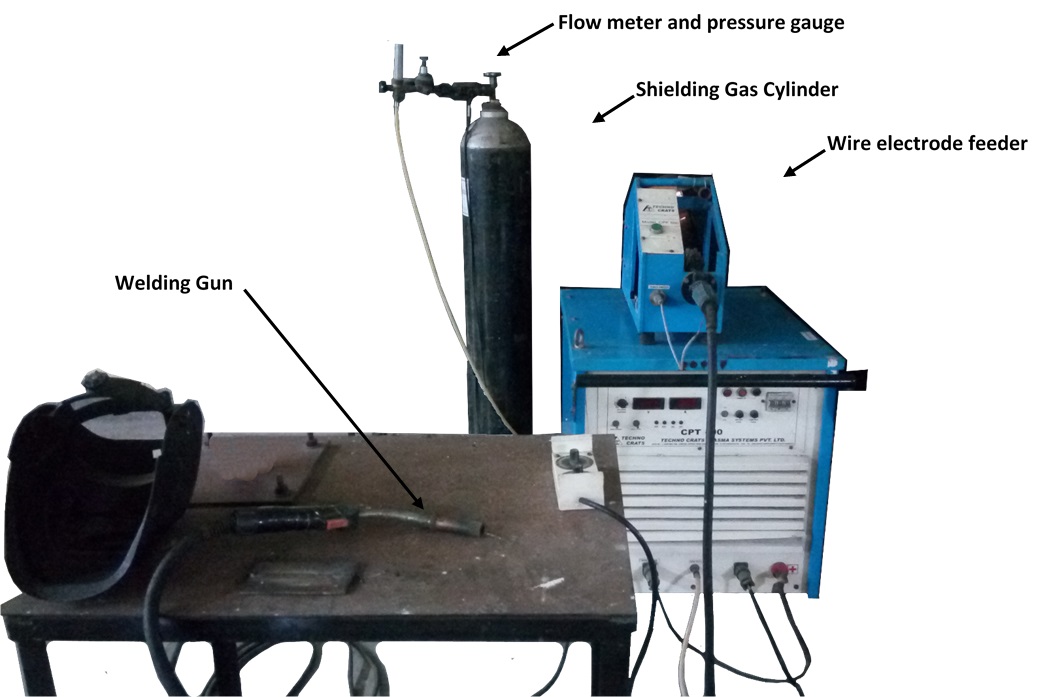
In gas metal-arc welding (GMAW), the weld area is shielded by an effectively inert atmosphere of argon, helium, carbon dioxide, or various other gas mixtures. The consumable bare wire is fed automatically through a nozzle into the weld arc by a wire-feed drive motor. In addition to using inert shielding gases, deoxidizers usually are present in the electrode metal itself in order to prevent oxidation of the molten-weld puddle. Multiple-weld layers can be deposited at the joint. Metal can be transferred by three methods in the GMAW process:
1. In spray transfer, small, molten metal droplets from the electrode are transferred to the weld area at a rate of several hundred droplets per second. The transfer is spatter free and very stable. High DC currents and voltages and large-diameter electrodes are used with argon or an argon-rich gas mixture as the shielding gas. The average current required in this process can be reduced with the use of a pulsed arc, which superimposes high-amplitude pulses onto a low, steady current. The process can be used in all welding positions.
2. In globular transfer, carbon-dioxide-rich gases are utilized, and globules are propelled by the forces of the electric-arc transfer of the metal, resulting in considerable spatter. High welding currents are used, making it possible for greater weld penetration and higher welding speed than are achieved in spray transfer. Heavier sections commonly are joined by this method.
3.In short circuiting, the metal is transferred in individual droplets (more than 50 per second) as the electrode tip touches the molten weld metal and short-circuits. Low currents and voltages are utilized with carbon-dioxide-rich gases and electrodes made of small-diameter wire. The power required is about 2 kW. The temperatures generated in GMAW are relatively low; consequently, this method is suitable only for thin sheets and sections of less than 6 mm (0.25 in.); otherwise incomplete fusion may occur. The operation, which is easy to perform, is commonly used for welding ferrous metals in thin sections. Pulsed-arc systems are used for thin ferrous and nonferrous metals. The GMAW process is suitable for welding most ferrous and nonferrous metals and is used extensively in the metal-fabrication industry. Because of the relatively simple nature of the process, the training of operators is easy. The process is versatile, rapid, and economical, and welding productivity is double that of the SMAW process. The GMAW process can be automated easily and lends itself readily to robotics and to flexible manufacturing systems.
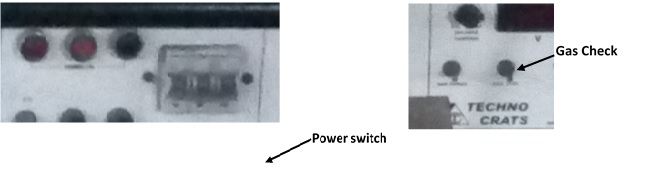
Model: CPT-400
Welding Current: 400 Amps.
Max. Welding Current at 60% duty cycle: 400 Amps.
100% duty cycle: 310 Amps.
Open circuit Voltage: 15-55 V DC
Transformer Cooling: Forced Air
Input Connection: 3 phase
WIRE FEEDER
Model: CPF600
Driver: 4 Roll quick Release
Wire Diameter: 0.8, 1.2, 1.6
Wire Feed speed: 1.2 to 18.5m/min.
Specimens to be welded:
Give material specification and give joint preparation detail if any.
Give specification of the filler material used.